品名PEI树脂
加工级别注塑级
用途级别纤维
外观清晰/透明
PEI特性高强度、耐热、阻燃等
可售卖地全国
特性级别耐低温,标准级,耐高温
密度1.4
颜色黑色 琥珀色 透明深黄色
PEI树脂熔化温度:普通类型材料为340~400℃;增强类型材料为340~415℃。

东莞市锦玖塑胶有限公司为你提供PEI树脂注塑加工建议:
PEI树脂可以在大多数标准注塑机上注塑。建议使用往复式螺杆注塑机。
确定用于注塑特定PEI树脂部件的设备大小时,应考虑的两个基本因素是总重量和总投影面积。
一般在总量(所有模腔加**道和浇口)等于机器能力的30到80%时,可获得佳效果。在使用大型机筒时,如果亘太小,则可能会不必要地延长树脂滞留时间。如果有必要在适宜温度范围内在较高温度下进行注塑,减少材料热降解的可能性通常要求减少滞留时间。因此,为了达到较高温度注塑要求,建议小的大小也应大于机器能力的60%.
确定完全的总投影面积(所有型腔加上承受压力的流道面积)后,应为每平方工英寸的投影面积提供4到6吨的锁模力,以便减少部件的溢料。玻璃增强树脂可能需要稍高一点的锁模力(估计每平方英寸要增加一吨夹紧力)。壁厚、流程长度和注塑条件决定着实际所需的锁模力吨位。
机筒选择和螺杆设计注意事项:
加工PEI树脂时,通常可以采用适用天相容螺杆和机筒的传统制造材料。建议使用双金属机筒。
根据螺杆直径,好使长径比为20:1 ,压缩比为2.2:1 。此外,还建议使用短进料区(5段)和长压缩区(11段),同时通过一个恒定的锥度逐渐过渡到一个较短的计量区(4段)。压缩应在一个逐渐过渡的恒定锥度上完成,因为急剧的变化可能导致过大的剪切力和材料降解。如果无法选择特定的螺杆,经使用长径比为16:1到24:1、压缩率为1.5:1到3.0:1的通用螺杆是成功的。建议不要使用带排气孔的机筒来加工PEI树脂。止回阀应为滑动逆止环类型。在螺杆计量区中,通常流通间隙至少要占流动区域横断面的80%.
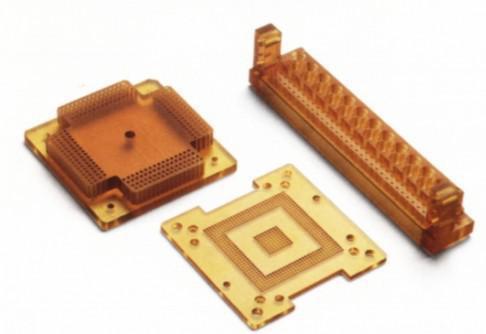
PEI树脂加入玻璃纤维、碳纤维或其他填料可达到增强改性的目的;也可和其它工程塑料组成耐热高分子合金,可在-160~180℃的工作温度下长期使用。

PEI树脂优越的热稳定性可用来制作高温耐热器件。具有优良的机械性能、电绝缘性能、耐辐照性能、耐高低温及耐磨性能,并可透过微波。
http://zaofen.cn.b2b168.com





















